Form 2・Form 3人気の素材「タフ」より強い「タフ2000」のご紹介!
光造形機「Form 2・Form 3・Form 3L」の素材、ABSライクのタフより、さらに強度や耐熱温度などが向上したレジンが登場しました。 高い強度が求められるエンジニアリング系のプロトタイプ製作や、たわみを最小限に抑える必要がある治具や固定具には 「タフ2000」がおすすめです。
レジン名の「2000」は、この素材の引張弾性率!
タフV6としての位置付けで発売された、タフ2000。レジン名の「2000」は、この素材の引張弾性率を表しています。前回ブログでご紹介したタフ1500の「1500」は 引張弾性率だったのですね。
引張弾性率 とは
引張弾性率は、ヤング率とも言われ、変形する率を数値にしたものです。数値は短冊状サンプルなどを一定速度で伸張したときの、 ひずみ( ゆがみ )や、応力( 負荷が加わったときの内部に生ずる抵抗力 )の関係を調べ計算したものです。簡単に言えば、引張弾性率の数値が高い方が「変形しにくい材料」ということだそうです。
「タフ 2000」 は強度も 引張弾性率も高いため、「タフ 1500」や「デュラブル」よりも応力が高く、負荷が掛かっても変形しにくい特性があります。応力 が限界まで達しても、「タフ2000」でプリントしたパーツであれば、応力の限界を超えてから割れてしまうまでに、かなり曲げることができます。
タフ2000で造形したGクランプのサンプル動画です。割れることなくテーブルにしっかり固定する事ができました。
「タフ2000」と「タフ」の比較

タフ 
タフ2000
「タフ2000」 は従来の「タフ V5」と比較して、全ての特性が向上しました。「タフ V5」より壊れにくく、強度などが向上しています。
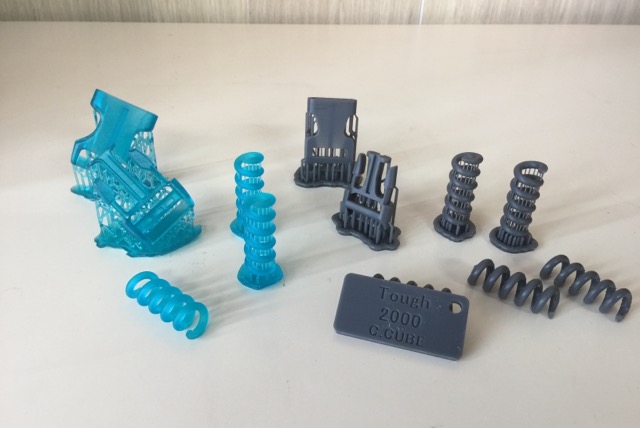
また、大きく変わったのが色です 。半透明のブルーからダークグレーになりました。個人的には、ブルーが好きだったのですが、試作品にはやはりグレーが好まれるようです。

タフ2000で造形したGクランプ 組立前 
タフ2000で造形したGクランプ 組立後
| ABSプラスチック | タフ V5 二次硬化後 (60 ℃) | タフ2000 二次硬化後 (70℃) | |
| 曲げ係数 (GPa) | 2.5 | 2.7 | 2.2 |
| 伸び率 (%) | 18.0 | 24.0 | 48.0 |
| ノッチ付きアイゾッド衝撃強さ (J/m) | 234.9 | 38 | 40 |
| 熱たわみ温度(@1.8MPa) | 93 | 43 | 53 |
造形する時のポイント
造形する時は、Form2ではレジンタンクLT、Form3ではForm3専用 レジンタンクV2が必要です。初めて使用する時は、一緒に購入しましょう。
| レジンタンク | |
| Form2 | レジンタンクLT必須 |
| Form3 | Form3専用レジンタンク V2 |
仕上げ方法
イソプロピルアルコール(IPA) を入れた、 Form 3 / Form 2専用洗浄機「Form Wash 」で 20分間洗浄します。IPAがよく乾いたらUV硬化させます。 Form 3 / Form 2専用UV硬化機 「Form Cure」で 70℃で60分 硬化させます。 Form 3 / Form 2専用機なら、まんべんなくUVがあたり、きれいに硬化できます。
| 仕上げ方法 | |
| 洗浄 (Form Wash) | 20分間(IPA) |
| 二次硬化(Form Cure) | 70℃で60分 |
※Form Wash ・Form Cureをお使いのお客様へ
ファームウェアの更新 手順はこちらからどうぞ
https://support.formlabs.com/s/article/Updating-Form-Wash-and-Form-Cure-Firmware?language=ja
お問い合わせはこちらから
光造形機「Form2・Form3・ Form 3L 」で使用できるレジンカートリッジ「タフ」「タフ2000」は、弊社で販売しております。ご興味のある方はこちらからお問合せください。